
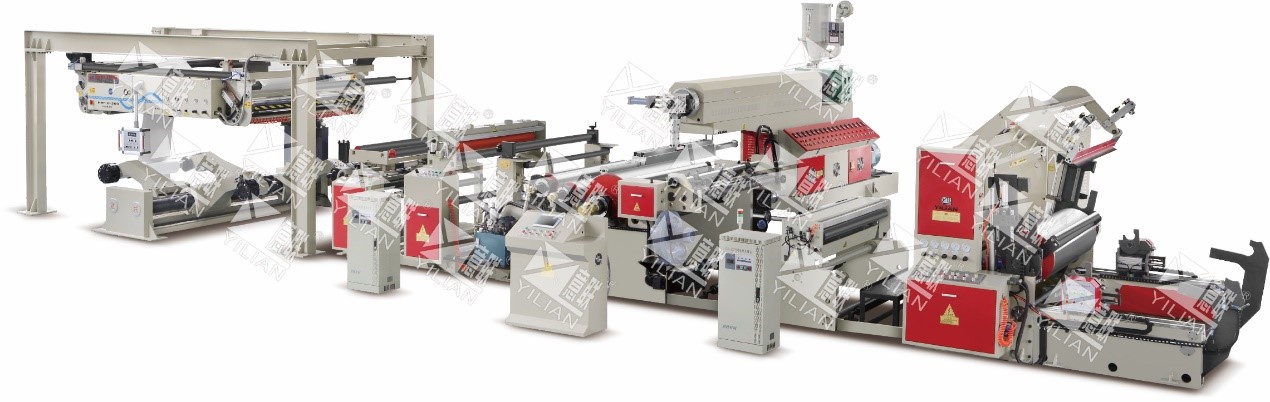




WSFM1300C Mașină automată de acoperire prin extrudare a hârtiei PE
| Costum rășină laminată | LDPE, PP etc |
| Material de bază pentru costum | hârtie (80—400g/m²) |
| Viteza mecanica maxima | 300 m/min (viteza de lucru depinde de grosimea stratului, lățimea) |
| Lățimea acoperirii | 600—1200, latime rola de ghidare: 1300 mm |
| Grosimea acoperirii | 0,008—0,05 mm (un singur șurub) |
| Eroare de grosime a stratului de acoperire | ≤±5% |
| Interval de setare automată a tensiunii | 3—100 kg marja completă |
| Cantitatea maximă de extruder | 250 kg/h |
| Rolă de răcire compusă | ∅800×1300 |
| Diametrul șurubului | ∅110mm raport35:1 |
| Diametru maxim de desfășurare | ∅1600mm |
| Diametru maxim de rebobinare | ∅1600mm |
| Desfășurați diametrul miezului hârtiei: 3″6″ și rebobinați diametrul miezului hârtiei:3″6″ | |
| Extruderul este condus de 45kw | |
| Putere totală | aproximativ 200 Kw |
| Greutatea mașinii | aproximativ 39000 kg |
| Dimensiunea exterioară | 16110 mm×10500 mm ×3800 mm |
| Culoarea corpului mașinii | Gri și Roșu |
1. Partea de derulare (cu PLC, derulare servo)
1.1 Desfășurați cadrul
Structură: cadru de derulare fără arbore hidraulic
Dispozitivul de îmbinare din seria BA formează o parte integrantă a liniei de laminare și este instalat peste suportul ruloului de sub structura podului. Permite continuitatea în rulare a rolei de hârtie existente până la următoarea rolă de hârtie fără oprirea producției.
În cadrul ramelor laterale de îmbinare se află 2 capete de îmbinare mobil și o secțiune centrală de sprijin mobilă. Deasupra ei sunt 2 rulouri nip.
Rola de capstan, rola de rulare inversă și sistemul de dansare dublă formează secțiunea de acumulare a hârtiei care este capabilă să acumuleze hârtie de până la de 4 ori lungimea dispozitivului de îmbinare.
Aparatul este operat prin intermediul panoului de operare de pe mașină
Viteza de legătură a hârtiei Max.300m/min
a) când rezistența hârtiei este mai mare de 0,45 kg/mm, max. 300 m/min;
b) când rezistența hârtiei este mai mare de 0,4 kg/mm, max. 250 m/min;;
c) când rezistența hârtiei depășește 0,35 kg/mm, max. 150 m/min;;;
Lățimea hârtiei
Max. 1200 mm
Min. 500 mm
Viteza CE-300
Max. 300 m/min
Date pneumatice
Presiune reglată 6,5 bar
Min. presiune 6 bar
Model CE-300
Putere 3.2kVA, 380VAC/50Hz/20A
Tensiune de control 12VDC/24VDC
1.1.1 Arbore hidraulic independent tip braț de clemă cu dublă stație de lucru, fără arbore de aer, încărcare hidraulică, economisiți costul de încărcare a structurii mecanice. Alternare automată a bobinei automate a arborelui AB, mai puțină risipă de material.
1.1.2 Max. diametru de desfășurare:¢1600mm
1.1.3 Interval de setare automată a tensiunii: 3—70 kg marjă completă
1.1.4 Precizia tensiunii: ± 0,2 kg
1.1.5 miez de hârtie: 3” 6”
1.1.6 Sistem de control al tensiunii: tip arbore de detector de tensiune prin potențiometru de precizie de detectare a tensiunii, controlul centralizat al PLC programabil
1.1.7 Sistemul de control al conducerii: frânarea cilindrului PIH, feedback-ul rapid al codificatorului rotativ, controlul în buclă închisă a supapei de reglare a presiunii de precizie, controler programabil PLC control centralizat
1.1.8 Setarea tensiunii: Prin reglarea de precizie a supapei de reglare a presiunii
1.2 Tipul de depozitare a dispozitivului de cules automat, de tăiere
1.2.1 Depozitarea condusă de motor pneumatic, asigurați o tensiune stabilă la ridicarea hârtiei.
1.2.2 structură de tăiere separată
1.2.3 PLC calculează automat noua viteză de rotație a arborelui și păstrează viteza cu viteza liniei principale
1.2.4 Primește rola de presare a materialului, tăietor material rupt. Schimbarea controlului tensiunii, resetarea tuturor se poate termina automat
1.2.5 Schimbarea rolei prealarma,: diametrul de lucru când ajunge la 150 mm., mașina va alarma
1.3 Controlul redresării: sistem de control al redresării putterului fotoelectric (structură bst)
2. Corona (personalizat Yilian)
Putere de tratament corona: 20 kw
3. Unitate hidraulică de laminare:
3.1 Structura compusă de laminare cu trei role, rola de presare din spate, poate face rezistența ursului cu role compusă uniformă, fermă compusă.
3.2 Decaparea rolei din cauciuc siliconic: produsul compus este ușor de observat de pe rola de răcire, hidraulic poate apăsa strâns.
3.3 Structura de aplatizare a filmului cu rolă curbată: poate face filmul să se desfășoare rapid
3.4 Rola de reglare a materialului de alimentare compus poate depăși slăbiciunea inegală a materialului de film și așa mai departe
3.5 Suflanta de înaltă presiune aspiră rapid marginea deșeurilor.
3.6 Rolă de tăiere cu ieșire compusă
3.7 Rola compusă este antrenată în funcție de motor
3.8 Motorul acționat cu role compus este controlat de regulatorul de frecvență din Japonia
Specific:
(1) rolă compusă:¢ 800 × 1300 mm 1 buc
(2) role de cauciuc:¢ 260 × 1300 mm 1 buc
(3)rolă de presare:¢ 300 × 1300 mm 1 buc
(4) cilindru de ulei compus:¢63 × 150 2 buc
(5) rolă de dezlipire:¢130 × 1300 1 buc
(6)motor 11KW(SHANGHAI) 1 set
(7)11KW Convertor de frecvență (JAPONIA YASKAWA)
(8)rotire conector:(2,5"2 1,25"4)
4. Extruder (reglare automată a înălțimii)
4.1 Diametru șurub:¢ 110, extruder maxim aproximativ: 250 kg/h (tehnologie japoneză)
4.2 T-die(Taiwan GMA)
4.2.1 Lățimea matriței: 1400 mm
4.2.2 Lățimea efectivă a matriței: 500-1200 mm
4.2.3 Distanța buzelor matriței: 0,8 mm, grosimea stratului: 0,008—0,05 mm
4.2.4 Eroare de grosime a acoperirii: ≤±5%
4.2.5 Tub de încălzire electrică în interiorul încălzirii, încălzire eficientă ridicată, creșterea rapidă a temperaturii
4.2.6 Pasaj complet închis, reglarea lățimii umpluturii
4.3 Schimbarea rapidă a dispozitivelor de rețea
4.4 Mersul în față și în spate, poate ridica automat căruciorul, interval de ridicare: 0-100 mm
4.5 Controlul temperaturii mucegaiului 7 zone. Controlul temperaturii cu șurub cu 8 secțiuni. Controlul temperaturii zonei conectorului 2 adoptă unități de încălzire cu infraroșu.
4.6 Cutie de viteze de reducere a puterii mari, DANTE DRI (Guo tai guo mao)
4.7 Controler digital de temperatură control automat al temperaturii
Piese principale:
(1) motor AC 45kw (SHANGHAI)
(2) Convertor de frecvență 45KW (JAPONIA YASKAWA)
(3) Controler digital de temperatură 18 buc
(4) Motor de mers de 1,5 kW
5.Dispozitiv de tăiat cuțit rotund pneumatic
5.1 Dispozitiv de reglare transversală cu șurub trapezoidal, modificați lățimea de tăiere a hârtiei
5.2 Dispozitiv de tăiere cu presiune pneumatică
5.3 5.5kw absorbția marginilor de înaltă presiune
6. Unitate de rebobinare: structură 3D grea
6.1 Cadru de rebobinare:
6.1.1 Mașină de bobinat cu stații duble electrice de tip frecare, tăiere și cules automată de mare viteză a materialului finit, descărcare automată.
6.1.2 Max. diametru de bobinare:¢ 1600 mm
6.1.3 Viteza de răsturnare: 1r/min
6.1.4 tensiune: 3-70 kg
6.1.5 Precizia tensiunii: ± 0,2 kg
6.1.6 miez de hârtie: 3″ 6″
6.1.7 Sistem de control al tensiunii: perna cilindrului plutește structura de tip role plutitoare, tensiunea este detectată de potențiometrul de precizie, iar controlerul programabil PLC controlează central tensiunea. (Japonia SMC cilindru cu frecare redusă) 1 set
6.1.8 Sistem de control al acționării: acționare cu motor de 11KW, feedback de viteză a codificatorului rotativ, control dublu în buclă închisă invertor AC Senlan, control centralizat PLC controler programabil. 1 set
6.1.9 Setarea tensiunii constante: Setarea de precizie a regulatorului de presiune (Japan SMC)
6.1.10 Setarea tensiunii conice: setată în mod arbitrar de ecranul computerului, control PLC, conversie prin raportul electric/aer (Japan SMC)
6.2 Dispozitiv automat de alimentare și tăiere
6.2.1 Rolele de suport pentru îmbinare sunt controlate de un PLC pentru a antrena motorul pentru a ține materialul departe de rola de frecare
6.2.2 Mecanism hidraulic independent de tăiere
6.2.3 Calcul automat PLC al procesului de picking, înlocuirea volumului este finalizată cu o cheie
6.2.4 Funcția rolei de susținere, material de tăiere, resetare etc. Finalizat automat
6.2.5 Specificații
(1) Rolă de frecare: ¢700x1300mm 1 bar
(2) Motor de bobinare: 11KW (Shanghai Lichao) 1 set
(3) Cutie de viteze rulante: reductor elicoidal cu suprafață întărită (Thailand Mau)
(4) Invertor: 11KW (Japonia Yaskawa) 1 set
(5) Suport cutie de viteze role: 1 set de forță
(6) Reductor de viteză: dinte dur 1 set de forță
(7) Reductor de viteză de mers la rulare: 1 set de forță
(8) Stație hidraulică de descărcare
7. Extractor de arbore de aer automat
8.Secțiunea Drive
8.1 Motorul principal, cureaua de transmisie adoptă curea sincronă
8.2 Motor de asamblare, rebobinare și derulare: Cureaua de transmisie adoptă angrenaje cu arc, transmisie cu lanț și curea sincronă
8.3 Cutia de viteze principală: etanșare angrenaj elicoidal immers în ulei, structură de transmisie a angrenajului elicoidal linie
9.Unitatea de control
Cabinet electric independent, control centralizat, locație compozită cu funcționare centralizată a cabinetului de comandă. Sistem de automatizare a mașinii care utilizează un set de dispozitive PLC (hollsys) cu capacitate ridicată de procesare și semnale de dialog om-mașină folosind comunicarea în rețea între interfață. PLC, unitatea de extrudare, interfața de dialog om-mașină între sistemul de conducere și constituie un sistem de control automat integrat. Pentru orice parametri pot fi setați, cu calcul automat, memorie, detectare, alarmă, etc. Poate tensiunea dispozitivului de afișare vizuală, viteza, grosimea acoperirii, viteza și starea de lucru diferită.
10. altele
11.1 Rolă de ghidare: anodizarea dură a rolei de ghidare din aliaj de aluminiu, procesul de mișcare
11.2 Aparatură de joasă tensiune pentru Franța Schneider, omron Japonia etc.
11.piese marca
11.1 PLC(Beijing Hollysys)
11.2 Ecran tactil(TAIWAN)
Convertor de frecvență 11.3: Japonia Yaskawa
11.4 Motor principal: SHANGHAI
11.5 cilindru cu frecare redusă (Japonia SMC)
11.6 CONTACTOR AC(Schneider)
Buton 11.7 (Schneider)
11. Mixer static (Taiwan)
11.9 supapă de reglare a presiunii cilindrului (Taiwan)
11.10 Supapă de schimb magnetic (Taiwan)
11.11 supapă de reglare a presiunii de precizie (SMC)
12. Sinele clientului oferă facilități
12.1 Spațiul echipamentului și fundația
12.2 Furnizarea de dotări pentru dulapul electric al mașinii
12.3 Alimentarea cu apă a instalațiilor mașinii în și în afara porții (cumpărătorul pregătește răcitorul de apă)
12.4 Alimentarea cu gaz a mașinii instalate în și din stomatal
12.5 Conductă de evacuare și ventilator
12.6 Colectarea, încărcarea și descărcarea materialului de bază, instrumentul finit
12.7 Alte facilități care nu sunt enumerate în contract
13. Lista pieselor de schimb:
| Nu. | Nume | Spec. |
| 1 | Termocuplu | 3M/4M/5M |
| 2 | Controler de temperatură | Omron |
| 3 | Supapă de microreglare | 4V210-08 |
| 4 | Supapă de microreglare | 4V310-10 |
| 5 | comutator de proximitate | 1750 |
| 6 | Releu solid | 150A și 75A |
| 7 | comutator de deplasare | 8108 |
| 10 | unitate de incalzire | ϕ90*150mm, 700W |
| 11 | unitate de incalzire | ϕ350*100mm, 1.7KW |
| 12 | unitate de incalzire | 242*218mm, 1.7KW |
| 13 | unitate de incalzire | 218*218mm,1KW |
| 14 | unitate de incalzire | 218*120mm,800W |
| 15 | butonul Schneider | ZB2BWM51C/41C/31C |
| 16 | robinet de aer | |
| 17 | Bandă de temperatură ridicată | 50mm*33m |
| 18 | bandă telflon | |
| 19 | Capac rola Corona | 200*1300mm |
| 20 | Foaie de cupru | |
| 21 | filtru de ecran | |
| 22 | Fante de circulație | 150*80*2,5 |
| 23 | conector pneumatic | |
| 24 | pistol cu aer comprimat | |
| 25 | îmbinarea apei | 80A și 40A |
| 27 | șuruburi și altele | |
| 28 | lanț de tragere | |
| 29 | cutie de scule |
Piese principale și imagine:
| Părți principaleMODEL | Mașină automată de acoperire prin extrudare WSFM1300C | |
| Extruder | Extruder cu reglare automată a înălțimiiMotor: 45 kW Diametru șurub: 110 mm |  |
| Unități de încălzire cu infraroșu |  | |
| T mor | Taiwan GMALatime: 1400 mm |  |
| Structura de desfășurare | Îmbinare automată 300 m/min |  |
| Derulator hidraulic fara arboremiez de hârtie de 3/6 inch, Greutate |  | |
| Tratament corona | 20KW, Yilian personalizat |  |
| Ghid web | Structura BST |  |
| Pod | Material aluminiu |  |
| Rolă de amestecare | Ф800mm, crom dur 0,07mm |  |
| Partea compusă | Sistem hidraulic de protecție împotriva presiunii, lipire mai bună, presiune mai uniformă, calitate mai bună a acopeririiSistem automat de înfășurare cu bandă |  |
| Dispozitiv de tundere | Taiwan Tăiere pneumaticăLama de jos: Ø 150 × Ø120×17-13 Lama superioara:Ø 150 × Ø80×2,5 |  |
| Suflantă de margine | Tip de aspirare a aerului, 5.5KW |  |
| Structura de rebobinare | Rebobinare automată 300 m/minRebobinare cu frecare rezistenta (brevet de fabrica) |  |
| Extractor de osie | Pentru a scoate și instala automat arborele de aer |  |
| Convertor de frecventa | Japonia Yaskawa |  |
Desfășurare (mașină automată) → ghidare bandă → Tratator corona → Piesă de extrudare și amestecare Tăierea marginilor → Rebobinare



